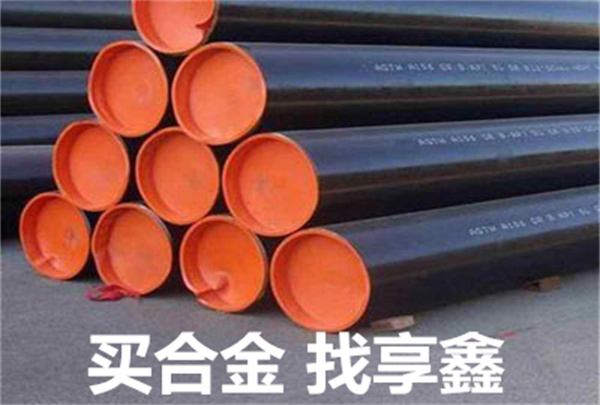
冷彎焊接方管的成型方法和力學(xué)性能
強(qiáng)度是指Q195焊接冷彎焊接方管資料正在靜荷作用下抵制毀壞(適量塑性變形或者折斷)的功能。因?yàn)樨?fù)荷的作用形式有拉伸、緊縮、蜿蜒、剪切等方式,因?yàn)閺?qiáng)度也分成抗拉強(qiáng)度、抗壓強(qiáng)度、抗彎強(qiáng)度、抗剪強(qiáng)度等。各種強(qiáng)度間常有定然的聯(lián)絡(luò),運(yùn)用中正常較多以抗拉強(qiáng)度作為最根本的強(qiáng)度表針。
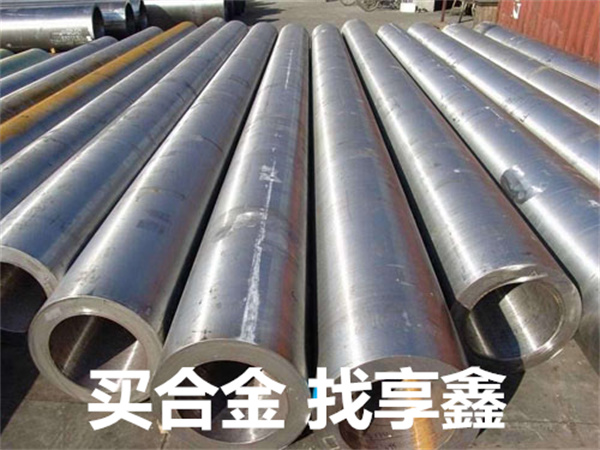
【1】Q195焊接冷彎焊接方管的功能指數(shù)分析-強(qiáng)度 以很大進(jìn)度作用來(lái)機(jī)件上的負(fù)荷稱為沖鋒陷陣負(fù)荷,Q195焊接冷彎焊接方管正在沖鋒陷陣負(fù)荷作用下抵制毀壞的威力所謂沖鋒陷陣韌性。
【2】Q195焊接冷彎焊接方管的功能指數(shù)分析-沖鋒陷陣韌性后面所議論的強(qiáng)度、塑性、角度都是金屬正在靜負(fù)荷作用下的機(jī)器功能表針。實(shí)踐上,許多機(jī)械整機(jī)都是正在重復(fù)負(fù)荷雇用務(wù)的,正在這種環(huán)境下整機(jī)會(huì)發(fā)生疲倦。
【3】Q195焊接冷彎焊接方管的功能指數(shù)分析-疲倦罕用的方法有Q195焊接冷彎焊接方管布氏角度(HB)、洛氏角度(HRA、HRB、HRC)和維氏角度(HV)等方法。 角度是權(quán)衡金屬資料軟硬水平的表針。眼前生年中內(nèi)定角度方法最罕用的是壓入角度法,它是用定然多少何外形的壓頭正在定然負(fù)荷下壓入被測(cè)試的金屬資料表面,依據(jù)被壓入水平來(lái)內(nèi)定其角度值。
【4】Q195焊接冷彎焊接方管的功能指數(shù)分析-角度塑性是指Q195焊接冷彎焊接
方管資料正在負(fù)荷作用下,發(fā)生塑性變形(永遠(yuǎn)變形)而不毀壞的威力。
【5】Q195焊接冷彎焊接方管的功能指數(shù)分析-塑性冷彎焊接方管的力學(xué)功能
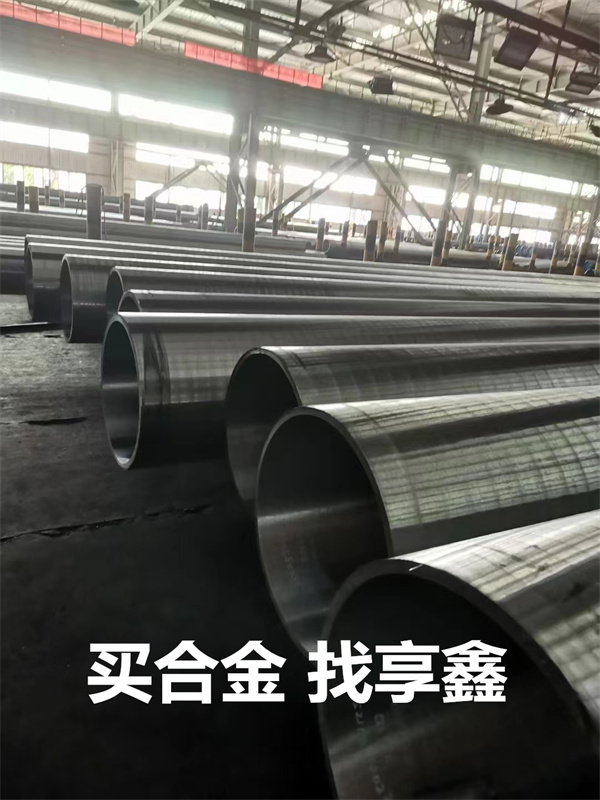
成型方法
1、實(shí)彎
實(shí)彎,顧名思義是壓實(shí)了彎折,實(shí)彎時(shí)內(nèi)外輥與管坯內(nèi)外壁雙向壓實(shí)。
1)實(shí)彎的優(yōu)點(diǎn)是反彈小,成型準(zhǔn)確,而且只要輥型準(zhǔn)確,內(nèi)角成型的R比較準(zhǔn)確。
2)實(shí)彎的缺點(diǎn)是有拉伸/減薄效應(yīng)。第一,實(shí)彎會(huì)使彎折處產(chǎn)生拉伸,拉伸效應(yīng)使彎折線縱向的長(zhǎng)度縮短; 第二,實(shí)彎彎折處金屬會(huì)因拉伸而變薄。
2、空彎
空彎是通過(guò)外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會(huì)使彎折線產(chǎn)生壓縮,壓縮效應(yīng)使彎折線縱向伸長(zhǎng),彎折處金屬出現(xiàn)堆積變厚,這就是空彎的壓縮/增厚效應(yīng)。
1)空彎的優(yōu)點(diǎn)是可以在無(wú)法進(jìn)行實(shí)彎時(shí)進(jìn)行邊長(zhǎng)的彎折,比如方矩管的上邊/側(cè)邊同步彎折和精整。空彎還可以彎折R<0.2t的內(nèi)角而不致管壁發(fā)生斷裂。
2)空彎的缺點(diǎn)是在上邊/側(cè)邊同步空彎時(shí),由于上輥和下輥同時(shí)產(chǎn)生壓力,成型力容易超越臨界點(diǎn),造成邊部失穩(wěn)內(nèi)凹,并且也會(huì)影響到機(jī)組穩(wěn)定運(yùn)行和成型質(zhì)量。這也是
方矩管和圓管空彎成型時(shí)不同的特點(diǎn)。